≡ Show mobile menu
Portal Login
English
English
Chinese
Estonian
French
German
Hindi
Italian
Japanese
Polish
Portuguese
Russian
South Korean
Spanish
Turkish
Vietnamese
Slovenian
Home
Products
ULTRA Dryers
LPD Dryers
WSB Gravimetric Blenders
WXB Gravimetric Blenders | For Extrusion Processes
LIW Loss-in-Weight
Maguire+Syncro
MGF Gravimetric Feeders
Volumetric Feeders
Liquid Color Pumps
Conveying Systems
Sweeper
Data - G2 Software
Data - Third Party
PRS Purging Recovery
Fusion
Tracker Monitoring and Reporting Software
Extrusion Control
Reconditioned Products
Processes
Processes
Injection Molding
Blow Molding & ISBM
Film & Cast Extrusion
Sheet Extrusion
Pipe & Profile Extrusion
Wire & Cable Extrusion
Compounding
Support
ULTRA Dryers
VBD Dryers
LPD Dryers
WSB Gravimetric Blenders
WXB Gravimetric Blenders | For Extrusion Processes
LIW Loss-in-Weight
Maguire+Syncro
MGF Gravimetric Feeders
Volumetric Feeders
Liquid Color Pumps
Conveying Systems
Sweeper
Data - G2 Software
Data - Third Party
PRS Purging Recovery
Fusion
Tracker Monitoring and Reporting Software
Extrusion Control
Contact Support
News & Events
News & Events
Our Latest News
Events
About
About
About Us
Maguire's Timeline
Steve's Vision
Circular Economy
Warranty Statement
Find Us
Find Us
Find Your Local Distributor
Our Offices
Resources
ULTRA Dryers
LPD Dryers
WSB Gravimetric Blenders
WXB Gravimetric Blenders | For Extrusion Processes
LIW Loss-in-Weight
Maguire+Syncro
MGF Gravimetric Feeders
Volumetric Feeders
Liquid Color Pumps
Conveying Systems
Sweeper
Data - G2 Software
Data - Third Party
PRS Purging Recovery
Fusion
Tracker Monitoring and Reporting Software
Extrusion Control
Reconditioned Products
Get In Touch
Get In Touch
Back To Ranges
Ranges
ULTRA Dryers
VBD Dryers
LPD Dryers
WSB Gravimetric Blenders
WXB Gravimetric Blenders | For Extrusion Processes
LIW Loss-in-Weight
Maguire+Syncro
MGF Gravimetric Feeders
Volumetric Feeders
Liquid Color Pumps
Conveying Systems
Sweeper
Data - G2 Software
Data - Third Party
PRS Purging Recovery
Fusion
Tracker Monitoring and Reporting Software
Extrusion Control
Liquid Color Pumps Support
Visit product page
Manuals (5)
PDF
MS4 Peristaltic Liquid Color Pump Manual [2024]
1.16 MB
PDF
MDA Drum Pump Manual [2020]
541.30 KB
PDF
MPA-6 Liquid Color Pump Manual [2013]
506.05 KB
PDF
MPA-E-6 Liquid Color Pump Manual [2000]
39.84 KB
PDF
MPM Liquid Color Pre-Mixer Manual
635.63 KB
Technical Drawings (7)
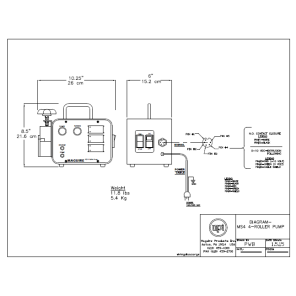
PDF
MS4 Pump Drawing
61.98 KB
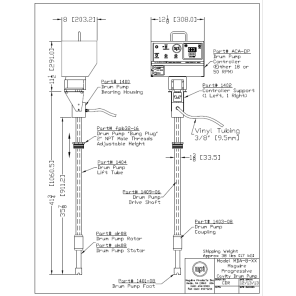
PDF
MDA-8 Pump Drawing
29.56 KB
PDF
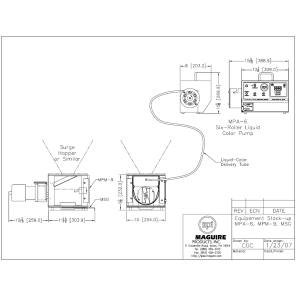
MPA-6 Color Pump Drawing
56.96 KB
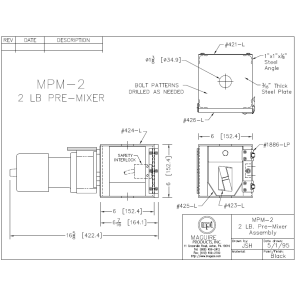
PDF
MPM-2 Pre-Mixer Drawing
43.72 KB
PDF
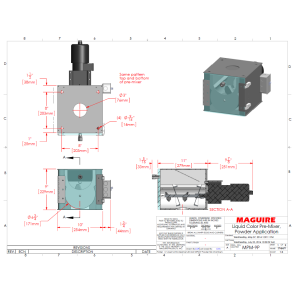
MPM-9 Pre-Mixer Drawing
2.75 MB
PDF
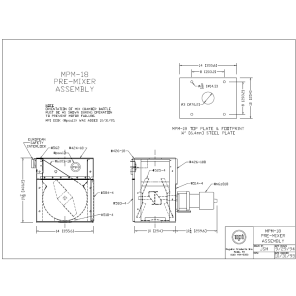
MPM-18 Pre Mixer Drawing
24.87 KB
PDF
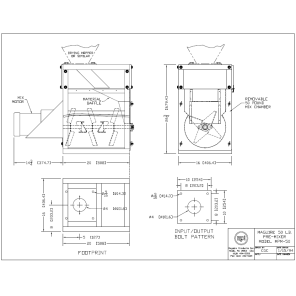
MPM-50 Pre-Mixer Drawing
34.60 KB
![MS4 Peristaltic Liquid Color Pump Manual [2024] thumbnail](/uploads/cms/productdownload/89/ms4-perstaltic-pum-image-main.png)
![MDA Drum Pump Manual [2020] thumbnail](/uploads/cms/productdownload/87/mda-drumpump-removebg-preview-image-main.png)
![MPA-6 Liquid Color Pump Manual [2013] thumbnail](/uploads/cms/productdownload/70/mpapump-removebg-preview-image-main.png)
![MPA-E-6 Liquid Color Pump Manual [2000] thumbnail](/uploads/cms/productdownload/88/mpapump-removebg-preview-image-main.png)