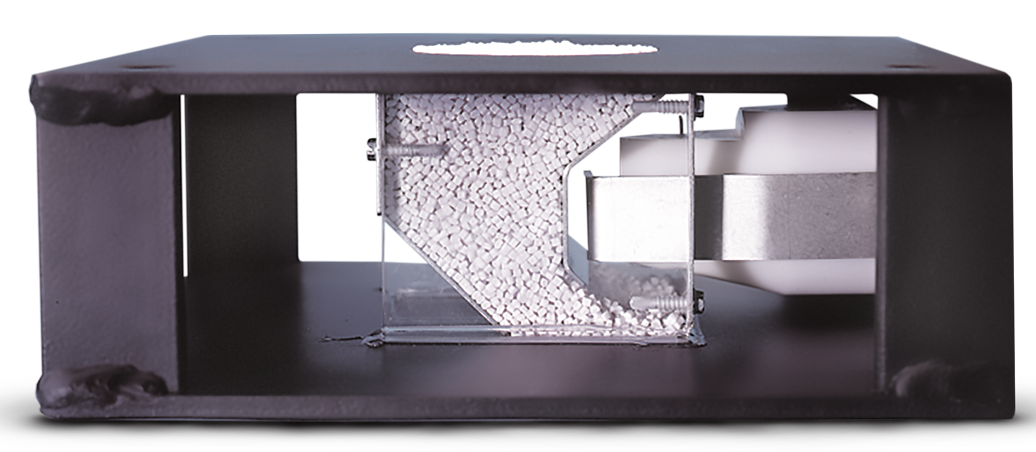
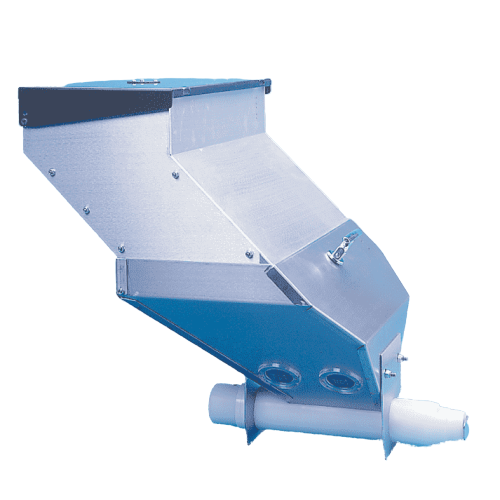
Removable Stainless Steel Hopper
- 0.5 cubic foot (14 L) hopper holds up to 30 pounds (13.5 kg).
- 4 sight glasses for easy view of color level.
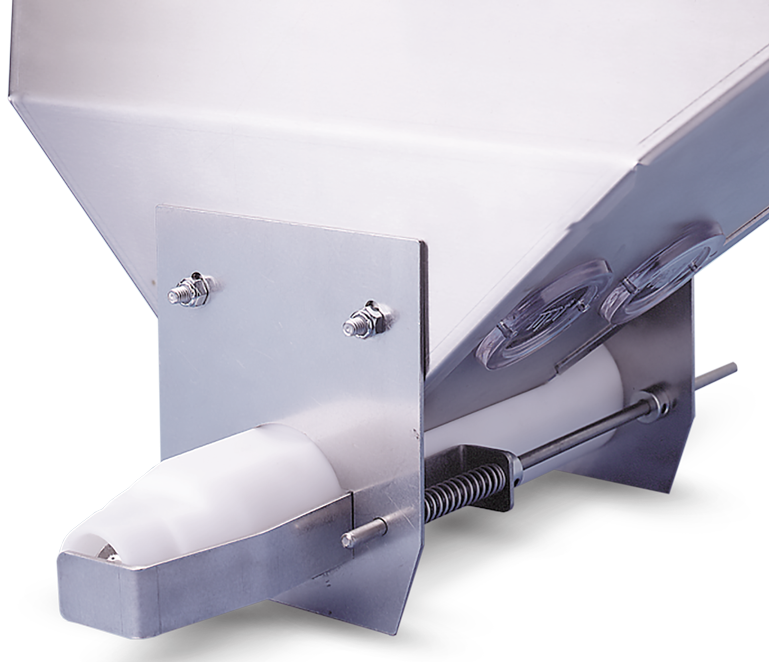
Wide Selection of Dosing Ranges
- ½” (12 mm) and 1” (25 mm) augers are available with motors ranging from 18 to 130 RPM.
- Screw and motor size specified according to application.
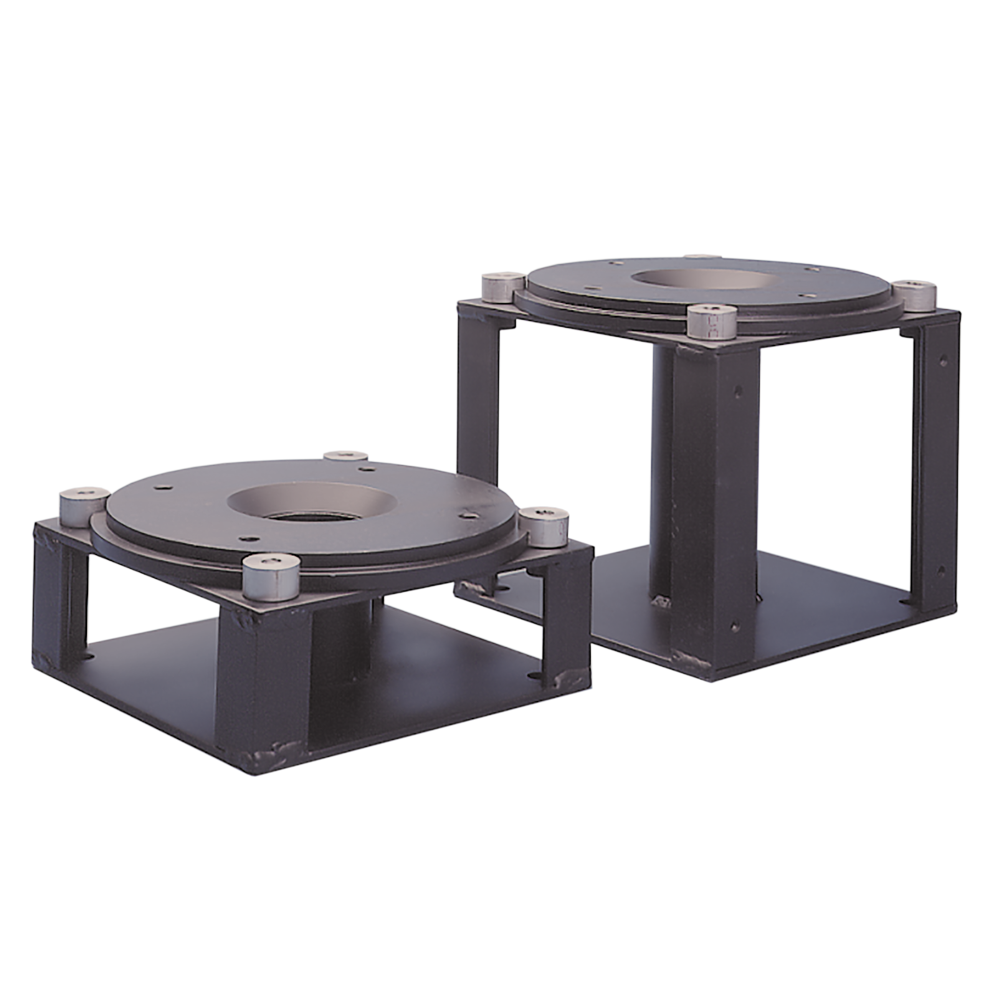
Stable, Low Profile Adapter Frame
- 10” (25.5 cm) square adapter frame with corners support angle iron.
- Provides stable platform for existing material hopper (only 3 ½”, 9 cm increase in height).
- 8” x 8” (20 x 20 cm) as standard to match other Maguire products.