Improved Material Control
- Allows operator to regulate feed materials to a process.
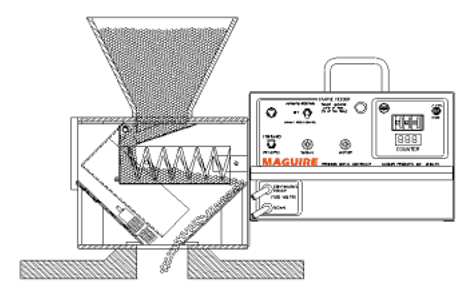
- If front portion of screw can’t extrude the plastic as rapidly as the rear portion, the excess flow will be forced out the vent.
- Careful regulation of the volume of material which is metered to the rear feed section of the screw.
Improved Material Processing
- Starved screw has a continuous air passage directly behind the spiraling screw flight to allow vapors to easily escape back through the feed throat.
- Starve feeder itself provides a vent to atmosphere so vapors don’t need to travel up through the cold resin in hopper.
- Prevents vapor and steam from re-condensing in the feed zone and hopper and carried into the screw over and over again.
No Calibration
- Simply select the percent of full flow desired, e.g. 70% or 80%.
- Microprocessor self-calibrates by first matching the extrusion rate and automatically cutting back to the selected reduced starve rate of feed.
- No calibration of system required.