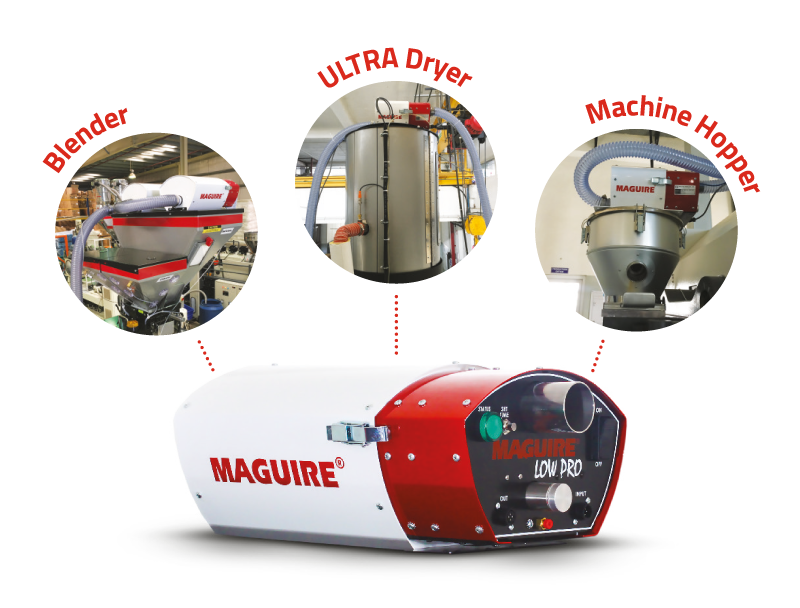
Vacuum pump for conveying plastic raw materials from material storage to blenders, dryers or machine hoppers.
Multiple vacuum power units may be used in one system.
Clear Filter Bowl
- Clear-vu design for ease of use.
- Allows user to easily see when cleaning is required.
Filter Safety Switch
- Provides trouble free operation by minimizing internal dust contamination.
- A filter interlock switch initiates an alarm and the blower will not operate without the filter element in place or if the filter becomes clogged.
Quiet Operation
- Operates more quietly than positive displacement pumps.